Введение
В процессе производства автомобильных сидений подголовник, непосредственно контактирующий с головой пассажира, требует высокого качества сборки для обеспечения комфорта, безопасности и эстетики. Модель BMW G68, одна из ключевых моделей бренда BMW, предъявляет высокие требования к точности, эффективности и контролю качества сборки подголовников.
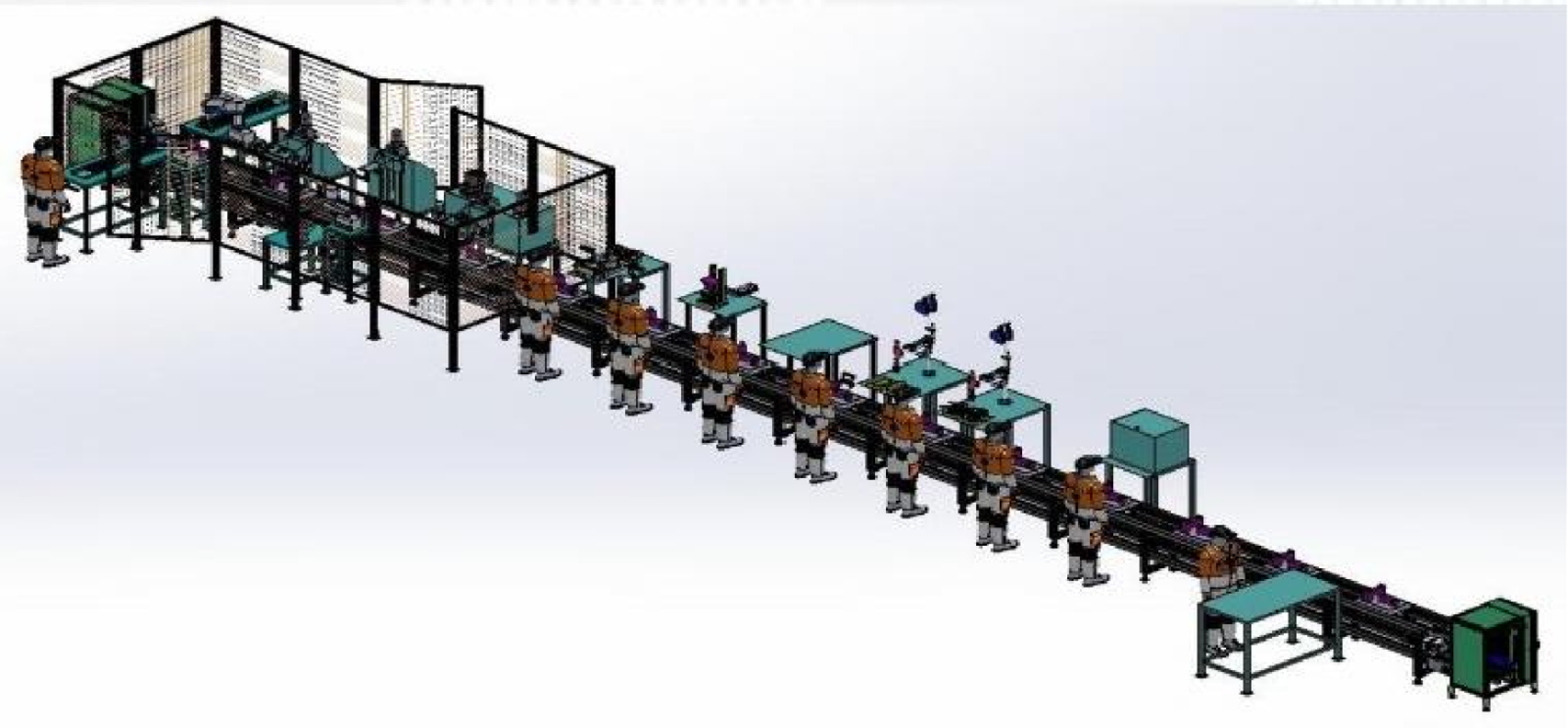
Для удовлетворения требований крупносерийного высококачественного производства подголовников BMW G68 компания Shenyang Vega Heavy Industry Co., Ltd. разработала и изготовила нестандартную автоматизированную сборочную линию. Линия использует паллетный конвейер для транспортировки, включает 14 сборочных постов и обеспечивает полный цикл от автоматической подачи до финального контроля, с комплексной системой безопасности.
-
Обзор сборочной линии подголовников BMW G68
Сборочная линия подголовников BMW G68 — это автоматизированная линия, специально разработанная для передних подголовников BMW G68. Основная транспортная система — паллетный конвейер, на котором паллеты с компонентами подголовника автоматически перемещаются между постами.
Основные параметры линии
| Параметр | Значение |
|---|---|
| Модель | BMW G68 (передние подголовники) |
| Количество постов | 14 (включая резервные) |
| Автоматические посты | FS010-FS040 (4 поста, без оператора) |
| Ручные посты | FS050-FS140 (10 постов) |
| Транспортная система | Паллетный конвейер |
| Управление | PLC + операторские панели |
| Безопасность | Защитные ограждения, двери, кнопки аварийной остановки |
-
Детальная компоновка сборочной линии
Линия включает 14 постов с номерами от FS010 до FS140. FS010-FS040 — автоматические посты, FS050-FS140 — ручные посты.
| Пост | Название | Тип | Описание |
|---|---|---|---|
| FS010 | Автоматическая подача | Автоматический | Подача каркаса подголовника |
| FS020 | Автоматическая подача | Автоматический | Подача пенополиуретанового наполнителя |
| FS030 | Автоматическая подача | Автоматический | Подача мелких компонентов |
| FS040 | Автоматическая подача | Автоматический | Подача прочих компонентов |
| FS050 | Сборка направляющей | Ручной | Установка направляющих |
| FS060 | Сборка штифта направляющей | Ручной | Установка штифта |
| FS070 | Сборка жгута проводов | Ручной | Установка жгута |
| FS080 | Сборка электродвигателя | Ручной | Установка двигателя регулировки |
| FS090 | Сборка кожуха | Ручной | Установка внешнего кожуха |
| FS100 | Обтяжка | Ручной | Обтяжка подголовника |
| FS110 | Глажение | Ручной | Глажение поверхности |
| FS120 | Резервный | Резервный | Для будущего расширения |
| FS130 | Финальный контроль | Ручной | Контроль качества |
| FS140 | Резервный | Резервный | Для будущего расширения |
-
Автоматические посты (FS010-FS040)
Посты FS010-FS040 — полностью автоматические. Вокруг них установлены защитные ограждения с дверями.
3.1 Конфигурация безопасности
-
Защитные ограждения: высота не менее 2 м, из алюминия или стали
-
Двери доступа: с датчиками безопасности — при открытии оборудование останавливается
-
Двери обслуживания: также с датчиками безопасности
3.2 Функции автоматической подачи
-
Вибрационные питатели: для мелких стандартных деталей
-
Роботизированная подача: для крупных компонентов (каркасы, пенополиуретан)
-
Промышленные роботы: для сложного позиционирования
-
Ручные посты (FS050-FS140)
Ручные посты делятся на посты с автоматической запрессовкой и посты чисто ручной сборки.
4.1 Конфигурация безопасности для постов с запрессовкой (FS050, FS060)
-
Двуручные кнопки пуска: одновременное нажатие обеими руками для запуска
-
Кнопка аварийной остановки: красная кнопка для немедленной остановки
-
Кнопка освобождения паллеты: ручное управление для отправки паллеты
-
Световой барьер (опционально): остановка при попадании рук в зону
4.2 Конфигурация безопасности для чисто ручных постов (FS070-FS110, FS130)
-
Кнопка аварийной остановки: на каждом посту
-
Кнопка освобождения паллеты: для отправки на следующий пост
-
Рабочее освещение: светодиодные светильники
-
Антистатическая защита: браслеты и коврики для защиты электроники
4.3 Типовой процесс на ручном посту (на примере FS050)
-
Паллета с компонентами поступает на пост и автоматически фиксируется
-
Оператор устанавливает деталь вручную
-
Оператор нажимает двуручные кнопки для автоматической запрессовки
-
Визуальный контроль качества
-
Нажатие кнопки освобождения паллеты для отправки на следующий пост
-
Система паллетного конвейера
5.1 Конструкция паллеты
-
Индивидуальная конструкция под форму подголовника
-
Фиксирующие штифты и опоры для точного позиционирования
-
RFID-метки для прослеживаемости
-
Износостойкий материал (инженерный пластик или алюминий)
5.2 Функции конвейера
-
Автоматическое перемещение паллет между постами
-
Автоматическая фиксация на постах
-
Ручное освобождение оператором
-
Накопление при занятости следующего поста
-
Система управления
-
Головной PLC: Siemens или аналог
-
Сенсорный экран HMI: для настройки и мониторинга
-
Полевая шина: Profinet или EtherCAT
-
Интерфейс MES: для передачи данных о производстве
Функции управления:
-
Отслеживание положения каждой паллеты
-
Мониторинг такта каждого поста
-
Управление авариями
-
Статистика производительности, брака, коэффициента использования
-
Результаты проекта
| Показатель | До (ручная/полуавтоматическая) | После (G68 линия) |
|---|---|---|
| Такт сборки | 45 секунд | 28 секунд |
| Процент годных | ~94% | 99,2% |
| Персонал | 12 человек/смену | 6 человек/смену |
| Автоматические посты | 0 | 4 (без операторов) |
| Инциденты безопасности | Иногда | 0 |
| Прослеживаемость | Нет | 100% |
Линия успешно обеспечила высокоэффективное и безопасное производство подголовников BMW G68.
-
Почему выбирают Shenyang Vega Heavy Industry?
-
Многолетний опыт в автомобильной индустрии
-
Работа с BMW Brilliance, FAW-Volkswagen
-
Компетенция механика + электрика + конвейерные системы
-
Строгое соблюдение стандартов безопасности автопроизводителей
-
Техническая документация на русском, китайском, английском языках
-
Полный цикл проектирования и внедрения сборочных линий


