Введение
В процессе производства кузова автомобиля пол кузова является базовым несущим компонентом, соединяющим передний отсек, боковины, заднюю часть и крышу. Качество сварки пола напрямую влияет на общую жесткость кузова, пассивную безопасность и точность последующей сборки. Поэтому пост сварки пола кузова является одним из ключевых постов в сварочном цехе.
Пол кузова обычно собирается из переднего, среднего, заднего пола и множества поперечных и продольных балок, свариваемых десятками или даже сотнями точек. Традиционные полуавтоматические или ручные методы сварки имеют следующие недостатки:
-
Низкая точность сварки: накопление погрешностей позиционирования при сборке нескольких компонентов
-
Низкая эффективность: ручная сварка не удовлетворяет требованиям высокопроизводительного производства
-
Нестабильное качество: разные сварщики дают разные результаты
-
Высокая физическая нагрузка: большой вес компонентов пола
-
Отсутствие данных: сложно отслеживать параметры сварки
Поэтому нестандартный автоматизированный сварочный пост для пола кузова становится ключевым фактором повышения эффективности и качества сварки.
Компания Shenyang Vega Heavy Industry Co., Ltd. (Вега Хэви Индастри) специализируется на предоставлении полного спектра услуг под ключ для нестандартных автоматизированных сварочных постов пола кузова. Мы объединяем технологии роботизированной сварки, высокоточного проектирования оснастки и автоматизации для создания высокоточных, эффективных и надежных решений.
-
Что такое сварочный пост пола кузова?
Сварочный пост пола кузова — это независимый сварочный пост, предназначенный для сварки компонентов пола. На этом посту передний, средний, задний пол, а также поперечные и продольные балки точно позиционируются и зажимаются, после чего сварочные роботы или несколько сварочных аппаратов выполняют сварку всех точек.
Основные функции поста:
| Функция | Описание |
|---|---|
| Позиционирование компонентов | Высокоточная оснастка фиксирует компоненты в правильном положении |
| Зажим компонентов | Многоточечные зажимы предотвращают смещение при сварке |
| Автоматическая сварка | Сварочные роботы выполняют сварку всех точек по заданной траектории |
| Синхронизация с позиционером | Позиционер поворачивает деталь для оптимального доступа |
| Контроль качества | Система проверки качества сварных точек |
| Прослеживаемость данных | Автоматическая запись параметров сварки и передача в MES |
-
Услуги по нестандартному проектированию
Мы предоставляем полный цикл услуг под ключ, включая следующие ключевые этапы:
2.1 Нестандартное проектирование
Мы разрабатываем индивидуальный сварочный пост на основе 3D-модели пола кузова, состава компонентов, технологических требований и целей по производительности:
-
Анализ конструкции пола: анализ соединений переднего, среднего и заднего пола, определение ключевых зон сварки
-
Проектирование оснастки: высокоточная сварочная оснастка с точностью позиционирования ±0,1 мм
-
Проектирование зажимов: пневматические или электрические зажимы для фиксации компонентов
-
Выбор и компоновка роботов: 6-8 сварочных роботов, оптимизация компоновки для предотвращения столкновений
-
Проектирование позиционера: двух- или трехосевой позиционер для оптимального доступа к точкам сварки
-
Выбор сварочных клещей: сервоклещи или пневматические клещи в зависимости от толщины металла
-
Проектирование системы управления: сопряжение с PLC линии и MES для загрузки параметров и выгрузки данных
-
Проектирование безопасности: защитные ограждения, световые барьеры, лазерные радары
2.2 Изготовление и наладка
-
Прецизионное изготовление: изготовление корпуса оснастки,定位块, зажимных рычагов, оснований роботов
-
Сборка оснастки: сборка и проверка точности позиционирования
-
Интеграция роботов: установка, наладка и обучение траекториям сварочных роботов
-
Наладка позиционера: установка и синхронизация с роботами
-
Электромонтаж: сборка PLC, сенсорного экрана, сервоприводов, модулей безопасности
-
Наладка на заводе: тестирование без нагрузки и с нагрузкой, калибровка такта и качества сварки
2.3 Развертывание на площадке и обучение
-
Установка на площадке: монтаж оборудования у заказчика
-
Наладка на месте: оптимизация параметров сварки в реальных условиях
-
Комплексная отладка: тестирование синхронизации с конвейером и PLC
-
Обучение персонала: инструктаж по эксплуатации, основам программирования роботов, замене оснастки, устранению неисправностей
-
Проект-кейс: сварочный цех кузовов BMW Brilliance — пост сварки пола
BMW Brilliance — один из самых передовых производителей автомобилей премиум-класса в Китае. В сварочном цехе предъявляются высокие требования к точности и эффективности сварки пола. В этом проекте требовалось обеспечить автоматическую сварку компонентов пола (передний, средний, задний пол и несколько поперечных балок) с более чем 200 точками сварки и тактом ≤90 секунд.
Компания Shenyang Vega Heavy Industry поставила для сварочного цеха BMW Brilliance комплектную нестандартную систему сварочного поста пола кузова.
Основные параметры проекта
| Параметр | Значение |
|---|---|
| Объект сварки | Передний, средний, задний пол и поперечные балки |
| Количество точек сварки | ~220 на кузов |
| Такт сварки | ≤85 секунд |
| Сварочные роботы | 6 шестиосевых промышленных роботов |
| Сварочные позиционеры | 2 двухосевых сервопозиционера |
| Количество зажимов | 32 пневматических зажима |
| Точность позиционирования | ±0,15 мм |
| Тип сварочных клещей | 4 сервоклеща + 2 пневматических клеща |
| Система управления | Siemens PLC + промышленный компьютер |
Ключевые особенности проекта
Особенность 1: Конструкция независимого сварочного поста
Это независимый пост сварки пола, соединенный с вышестоящими и нижестоящими постами автоматическим конвейером. Деталь поступает на роликовом конвейере, робот забирает ее и устанавливает на оснастку. После сварки деталь автоматически передается на следующий пост. Пост полностью независим и не пересекается с другими постами.
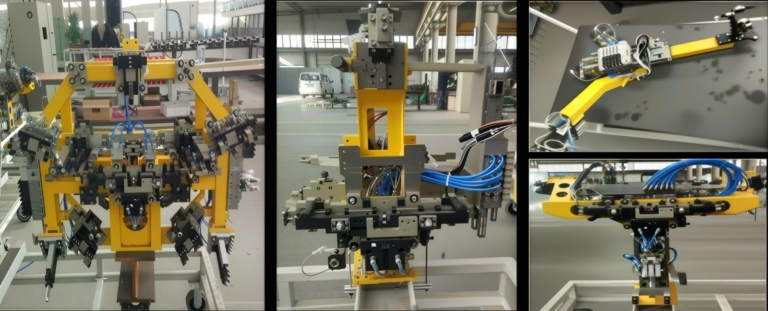
Особенность 2: Высокоточная сварочная оснастка
Спроектирована оснастка с 32 пневматическими зажимами, охватывающими все ключевые точки позиционирования. Модульная конструкция позволяет быстро заменять定位块 и зажимные рычаги для разных моделей. Точность изготовления ключевых элементов — ±0,1 мм.
Оснастка оснащена датчиками подтверждения зажима. При незажатом положении сварочная программа не запускается.
Особенность 3: Многороботная синхронная сварка
На посту установлены 6 шестиосевых сварочных роботов (4 с сервоклещами, 2 с пневматическими клещами). Оптимизированная компоновка позволяет всем роботам работать одновременно, значительно сокращая такт.
Двухосевые сервопозиционеры обеспечивают оптимальный доступ к каждой точке сварки.
Особенность 4: Мониторинг качества сварки и прослеживаемость данных
Каждый робот оснащен системой мониторинга параметров сварки (ток, напряжение, усилие, время). При выходе параметров за пределы система сигнализирует и записывает аномалию.
Все данные (положение точек, параметры, время, оператор) передаются в MES BMW для полной прослеживаемости.
Результаты проекта
После внедрения поста в сварочном цехе BMW Brilliance получены следующие результаты:
| Показатель | До (полуавтоматическая сварка) | После (автоматический пост) |
|---|---|---|
| Такт сварки | 140 секунд | 82 секунды |
| Процент годных точек | ~96% | >99,5% |
| Точность позиционирования | ±0,4 мм | ±0,12 мм |
| Коэффициент использования | ~82% | >95% |
| Персонал | 4 человека/смену | 1 человек/смену |
| Прослеживаемость | Нет | 100% |
Проект позволил обеспечить полностью автоматическую сварку компонентов пола кузова в сварочном цехе BMW Brilliance, значительно повысив эффективность и качество сварки, снизив затраты на персонал и риски. Заказчик высоко оценил результаты.
-
Ключевые преимущества системы
| Преимущество | Описание |
|---|---|
| Высокоточное позиционирование | Точность оснастки до ±0,1 мм |
| Многороботная синхронизация | 4-8 роботов работают одновременно |
| Высокая гибкость | Модульная оснастка для быстрой переналадки |
| Стабильное качество сварки | Сервоклещи + мониторинг параметров |
| Полная автоматизация | От подачи до выгрузки — без участия человека |
| Прослеживаемость данных | Автоматическая запись, интеграция с MES |
-
Процесс реализации проекта
-
Анализ требований и разработка концепции (3D-моделирование, симуляция сварки)
-
Проектирование и изготовление нестандартной оснастки
-
Выбор роботов и интеграция сварочной станции
-
Предварительная наладка и тестирование сварки на заводе
-
Установка и комплексная отладка на площадке заказчика
-
Пробный запуск и верификация процесса
-
Приемка заказчиком и обучение персонала
-
Передача чертежей и руководств по эксплуатации, начало гарантийного обслуживания
Почему выбирают Shenyang Vega Heavy Industry?
-
Многолетний опыт в автомобильной индустрии
-
Работа с такими автопроизводителями, как BMW Brilliance, FAW-Volkswagen
-
Компетенция механического проектирования + электротехники + интеграции роботов
-
Техническая документация и поддержка на русском, китайском и английском языках
-
Строгое соблюдение стандартов безопасности и качества автопроизводителей
-
Зрелая технология сварочной автоматизации, множество успешных проектов